电子产业一站式服务平台

电子百科

根据焊料合金种类,可分为含铅锡膏与无铅锡膏;
根据清洗方式及有无,可分为松香基锡膏、水溶性锡膏与免清洗锡膏;
根据活性剂种类,可分为纯松香基锡膏、中等活性松香基锡膏、高活性松香基锡膏与有机物基锡膏;
根据涂敷方式,可分为范本印刷用锡膏、丝网印刷用锡膏与滴注用锡膏。
锡膏是由焊料合金粉末与助焊剂/载体系统按照一定比例均匀混合而成的浆状固体;
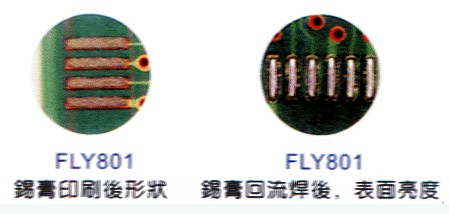
锡膏的粘度具有流变特性,即在剪切力作用下粘度减小以利于印刷,而印刷之后粘度恢复,从而在再流焊之前起到固定电子元器件的作用;
在再流焊过程中焊料合金粉末熔化,在助焊剂去除氧化膜的辅助作用下润湿电子元器件外引线端和印刷电路板焊盘金属表面并发生反应,最终形成二者之间的机械连接和电连接。
锡膏从冰箱中取出,投入印刷工序之前一定要进行以下2个步骤的操作:
(1)不要开封,在室温下放置至少4-6个小时以上,以使锡膏的温度自然回升至室温。
(2)锡膏温度达到室温之后,在投入印刷之前,要进行搅拌以保证锡膏中的各组成成分均匀分布。建议采用专用搅拌设备,沿同一方向搅拌1-3分钟即可。
丝网/范本印刷是最为常用的高效锡膏涂敷方式。由于锡膏的粘度对温度和湿度相当敏感,印刷工位或印刷设备的内部环境应尽可能保持18-24°C和40-50[%]RH,同时避免空气流动。
丝网印刷
一般而言,只适用于焊点高度为300mm以上的场合;
适合的锡膏粘度为450,000~700,000CPS Brookfield;
建议使用硬度为70-90的橡胶或聚亚安酯刮板;
锡膏中合金粉末颗粒的平均尺寸应该不大于丝网网孔尺寸的1/3;
丝网位置要保持与印刷电路板尽可能的平行。
模本印刷
一般而言,适用于焊点高度为100-300mm的场合;
适合的锡膏粘度为750,000~13000,000CPS Brookfield;
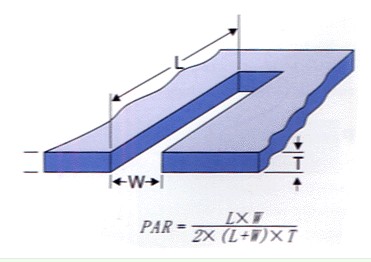
范本开孔的宽高比(W / T)应为1.5:1,印刷面积比PAR应
大于0.66。模板的具体设计请参见IPC-7525;
范本材料应为金属,如不锈钢或黄铜;
建议采用金属刮板或硬度为90的橡胶/聚亚安酯刮板。
1940年代:印刷电路板组装技术在二次世界大战中出现并逐渐普及;
1950年代:通孔插装的群焊技术 ---- 波峰焊技术出现;
1960年代:表面组装用片式阻容组件出现;
1971年:Philips公司推出小外形封装集成电路,表面组装概念确立并迅速得到推广应用;
1985年:大气臭氧层发现空洞;
1987年:《蒙特利尔公约》签署,松香基锡膏的主要清洗溶剂----氯氟碳化物的使用受到限制并最终被禁止使用。水溶性锡膏与免清洗概念开始受到重视;
1990年代:全球气候变暖,温室效应逐年明显;
2002年:《京都协议书》签署,要求逐渐减少挥发性有机物质的使用。低VOC和VOC-Free锡膏的概念开始受到重视。


 工商网监
工商网监